

Thermoplastic Composites


Dan Leeser, TenCate Technical Service | Contributing Author
Thermoplastic composites have provided aircraft manufacturers with a tough, durable structural composite for more than 15 years. Aerospace design databases exist for both commercial and military applications. In the commercial world where most of the volume applications reside, structural applications range from leading edges to engine pylon doors to beams and brackets. Applications are as varied as interior galleys and overhead bins, to sound suppression structure on aircraft engine nacelles.
Lately, there has been renewed interest in thermoplastics from OEMs. The reasons for the selection of a thermoplastic composite are varied, but several key reasons are driving this trend.
First, automation solutions and development of very low void thermoplastic unitapes are allowing fabrication of low void content thermoplastic structure without the use of an autoclave. Equipment and part vendors such as ACM/Experion, Automated Dynamics, Cutting Dynamics and Fiberforge have developed novel machine technologies to advance thermoplastic composite part fabrication.
Second, the ability of thermoplastics to be fusion welded through resistance or induction welding techniques is a viable way to reduce cost and weight through fastener elimination. Gulfstream, through Fokker Aerostructures developed the tail assembly for the G650 business jet utilizing induction welding. The structure achieved 10-percent weight savings and a 20-percent cost reduction over thermoset composite structure.
Lastly, the shift to composite fuselages brings about a need to remove metallic structural brackets and the related effects of galvanic corrosion. Thermoplastic composites offer structural properties and exceptional fire retardancy. Thermoplastics also offer cost-effective processes (compression molding or thermoforming) for the fabrication of the multiple metallic brackets.
Many of the emerging automation solutions require high-consistency, low void content thermoplastic prepreg materials. Rapid fabrication automation tape solutions benefit from low void content tapes. This favors materials that have a well-impregnated tow and an inherently low void content starting material.
The balance of this article examines the materials and material forms used today in aerospace with a focus on the fabrication methods being used.
Polymer Technology
There are two categories of thermoplastic polymers, amorphous and semi-crystalline.
Amorphous thermoplastics form no crystalline structure. The polymer molecules below the glass transition temperature (Tg) are solids. Above the Tg, there is enough energy for the molecules to move relative to each other, and the polymers can be molded at these temperatures. Typically, amorphous thermoplastic polymers can be molded at temperatures which are closer to their Tg than semi-crystalline polymers. The one caution with amorphous thermoplastics is that their resistance to certain solvents can be poor.
A semi-crystalline polymer has areas where the polymer packs closely together in a crystal lattice and areas where it is amorphous. The amount of crystallinity in a specific part depends on the polymer type and the cooling rate used in forming that part. Semi-crystalline polymers have both a Tg where the amorphous phase has enough energy to start moving and a melt temperature (Tm). The melt temperature is the temperature when the crystalline structure breaks down.
The main thermoplastics used in composites today include
• Poly-Ether-Ether-Ketone (PEEK) – Semi-Crystalline
• Poly-Ether-Ketone-Ketone (PEKK) – Semi-Crystalline
• Poly-Ether-Imide (PEI) – Amorphous
• Poly-Phenylene-Sulfide (PPS) – Semi-Crystalline
• Nylons – Amorphous or Semi-Crystalline
Material Forms
Thermoplastic material forms exist in three material forms. First are the fabric prepreg using a common carbon or glass fiber woven material with a thermoplastic resin incorporated into the fabrics. These materials are slightly drapable and conformable. They are used primarily on large continuous structure like leading edges, tail elevators, flaps, etc. These materials are typically referred to as “semi-pregs” because the resin is mostly on the surface of the fabric, and the impregnation process takes place in a high-temperature autoclave. TenCate offers a variety of materials under the Cetex brand name using carbon or fiberglass fabrics with a variety of resin including PPS, PEEK, PA and PEI resins.
Second and related to the above are the reinforced thermoplastic laminates. These materials are multi-ply oriented laminates offered in one to 20 layers ranging from four feet wide to as long as 12 feet in length. A reinforced thermoplastic laminate (RTL) has undergone a high-pressure and high-temperature thermoforming cycle to achieve good fiber bundle impregnation of the higher-viscosity thermoplastic resins.
An RTL laminate allows users to move directly to a short cycle thermoforming process to fabricate the part. The laminate can be heated quite quickly under ceramic heaters (minutes), and then shuttled to a thermoforming press where a complex part can be formed (rib stiffeners) in less than five minutes. OEMs usually write their specifications with several different orientations, fabric and resin forms, allowing users to refer by grade, class, resin and orientation. TenCate refers to these materials as Cetex RTL where RTL stands for a reinforced thermoplastic laminate.
The third material form is a thermoplastic unitape typically ranging in wide from a 1/8-inch slit tape (or chopped molding compound grade) to as wide as six to 12 inches. The benefit of this material form is the ability to use automated tape laying and fiber placement equipment for maximum efficiency. A wider variety of automation solutions exist with this form through tape laying, continuous compression molding or fiber tape placement (in situ). TenCate provides these products under the “Cetex Thermo-Lite” brand name.
The State of Thermoplastic
Composites Today
Thermoplastic composites have been used successfully for several decades. There are several advantages of thermoplastics:
1. Good toughness and damage resistance
2. Ability to use short cycle time thermoforming part fabrication methods
3. Room temperature storage which allows fabrication of large structure without the limits of out-time constraints.
4. Low moisture uptake
5. Fire retardancy
6. Ability to re-form parts
7. Low void content
8. Alternatives to part fabrication without using autoclaves
Some of the disadvantages of thermoplastic composites compared to thermosets are:
1. Higher processing temperatures
2. High initial raw material cost over thermosets
3. Typically higher cost tooling
4. Traditional part maker unfamiliarity with current thermoplastic composite processing options
One of the concerns with the use of composites in structural applications is its ability to absorb energy without cracking when impacted, or the resistance to crack propagation if there are small defects within the part. Thermoplastics, in general, have higher toughness than their thermoset counter parts. This is an added advantage because often composites do not show damage on the surface even if there is internal damage.
In the case of composites, there can be internal cracking without any change to the surface. For this reason, it’s a large advantage to have a matrix system that is not as susceptible to damage in the first place and has the ability to resist crack growth. Thermoplastics have been shown to have a much higher level of toughness in standard aerospace tests such as compression after impact and the amount of energy required to propagate cracks in Mode I (opening mode) and Mode II (sliding mode) testing.
Room Temperature Storage– Since there is no chemical reaction to worry about in thermoplastic composites, prepregs can be stored at room temperature with no degradation of properties. This eliminates the need for cold storage and cold transportation that complicates the logistics of using thermoset composites. It also allows the possibility of more complex parts since out-time is not a factor.
Re-forming– Since thermoplastic resins can be heated and cooled numerous times without affecting their properties, thermoplastic materials can be re-formed. Parts after use could be chopped up and used as feed materials into other process such as injection molding or compression molding.
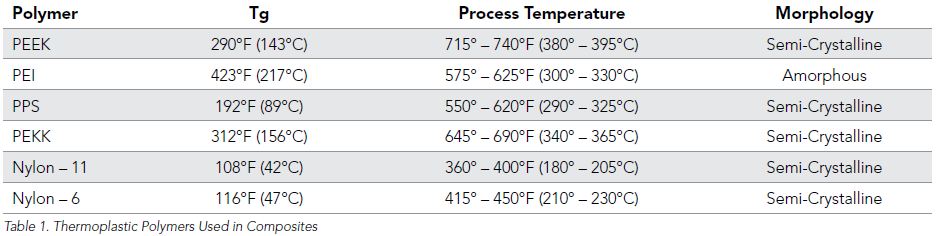
Higher processing temperatures– One of the issues encountered when working with thermoplastic composites is the need to process the polymers well above the glass transition temperature. The glass transition temperature is often seen as the service temperature for a polymer. Table One summarizes the process temperatures and the glass transition temperatures for different thermoplastic polymers.
Tooling– Due to the higher temperatures needed in processing and the higher pressures used in some of the forming processes, metal tooling is often used for thermoplastic parts. Although this can be initially more expensive, aluminum tools can be used for prototyping purposes which help lower costs and lead time. Steel tools are usually recommended for production applications.
Other Considerations Associated with Thermoplastics
One of the unique features associated with semi-crystalline thermoplastic polymers is the degree of crystallinity and how this affects properties. Fortunately, the degree of crystallinity is easily measured using fairly common analytical equipment such as a differential scanning calorimeter (DSC). On most thermoplastics, the lower the crystallinity the tougher the composite, but the more susceptible it is to solvents. Many of the engineered thermoplastics have fast crystallization rates. This means within the cooling rates found in the standard fabrication processes, there will be little variation in degree of crystallinity in a part.
Another important issue with any composite structure is how one attaches it to other pieces of the structure. Thermoplastics can not only be adhesively bonded similar to thermoset composites, but there are a number of welding techniques that can be used. In order to weld structures, one needs to heat the bondline up to the processing temperature to soften the material. Care must be taken to ensure that any area that is heated remains under pressure to avoid delamination. Heat can be applied using any one of a number of techniques including, induction, resistance, friction, ultrasonic and laser.
Manufacturing Processes
Recent advances in automated techniques are enabling cost-effective thermoplastic part manufacture. These advances address the composite industry’s desire to reduce composite part processing costs.
Due to the nature of thermoplastics, there are many such techniques currently available to make parts quickly and at a lower cost. Thermoplastics form quickly at the processing temperature. Since there is no chemical reaction, a typical thermoplastic consolidation cycle requires the material to be at the processing temperature long enough for the entire part to reach the processing temperature. Most thermoplastics can be formed into shapes using a press with fast cycle times. There are many automated techniques being developed by various companies to improve the manufacturing speed and quality of thermoplastic parts. A few of the more common techniques are:
Automated fiber placement and tape placement: Companies are using thermoplastic composite tows and slit tape to produce parts. The tape is laid down on a mandrel or tool under pressure and temperature, consolidating the material as it is being placed so no further processing is required. Because this is a relatively low-pressure process, it’s imperative that the unitapes used in the process have very low void contents. Technology used by TenCate in the manufacture of thermoplastic unitapes inherently provides both low voids and excellent polymer distribution. (See the photomicrograph of a thermoplastic unitape laminate fabricated under very low pressure.)
Thermorforming: Thermoforming for thermoplastic composites is analogous to the thermoforming process widely used for non-reinforced plastics. A consolidated thermoplastic laminate is heated to the processing temperature, often using IR heaters that take a few seconds to a few minutes to get the part to the correct temperature, and then transferred to a stamping station where a male and female mold are used to form the part. The total time to form parts is often less than five minutes.
Robotic lay-up:Machinery exists to rapidly lay down thermoplastic tape in the fiber orientation required by the design. The plies are tacked together using a local heating source. The resulting blanks can then be press consolidated and thermoformed into parts.
Contiguous compression molding (CCM):CCM is an automated, semi-continuous manufacturing process that has the capacity to take thermoplastic composites and produce highly shaped profiles or flat panels of effectively unlimited length.
Summary
In the world of structural composites, there are many material options available. The current trend for the composites industry is to find less expensive manufacturing techniques to help reduce overall part costs. There is a major effort towards making parts using processes that do not include an autoclave. Composites reinforced with thermoplastic polymers give designers and manufacturing engineers many different processes in which to make parts quickly and reliably. With the added benefit of excellent toughness, ability to combine structures through welding, room temperature storage, almost unlimited shelf life and recent advances in automation, thermoplastic composites will continue to find more applications.
About Tencate
TenCate is a supplier of specialty materials ranging from ballistic armor protection to advanced composites, to geosynthetics. TenCate employs more than 3,500 personnel in 15 countries. All groups focus heavily on innovation and on delivering value through materials technology.
TenCate Advanced Composites (TCAC) operates two prepreg facilities in the United States and one in the Netherlands. Its aerospace facilities are approved with ISO9001:2008 and AS9100:2004 Rev B approvals. The corporate office for TCAC-USA along with manufacturing is located in Morgan Hill, Ca. The European corporate office and manufacturing is located in Nijverdal, the Netherlands.